 欧睿建设 OU RUI CONSTRUCTION
欧睿建设 OU RUI CONSTRUCTION 






 当前位置:
当前位置:


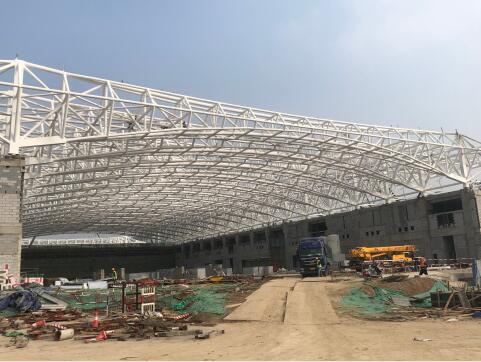
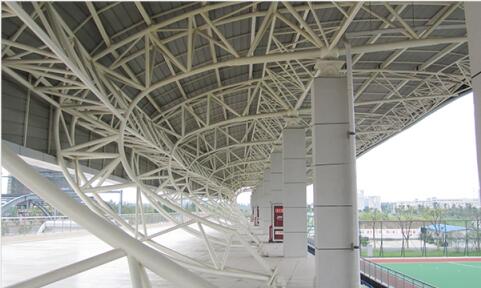
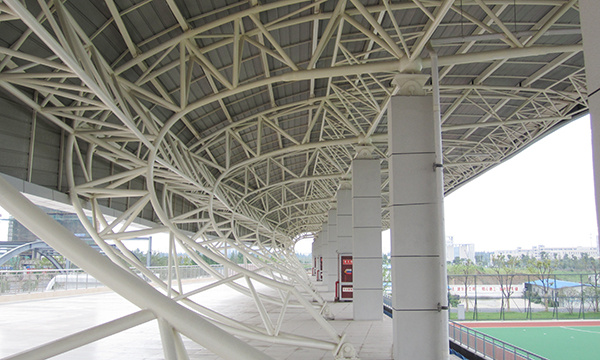
近些年来,伴随着我国经济的飞速发展,大跨度网架结构在建筑工程中的运用日益广泛。它是一种新型钢结构,受力合理、总量轻、造价低以及外形活泼新颖,同时还具有良好的稳定性和..性。网架结构的出现引起人们极大的关注,它独特的外观造型,突出了人类艺术创造力的特点。网架结构满足了人们对生活和居住环境的要求,它为人们提供了更大的覆盖空间,所以被越来越多的钢结构工程建设所采用,尤其是大型的文化体育中心多数采用网架结构工程,国内代表性建筑有:上海体育馆、上海游泳馆、辽宁体育馆都别具风采。这些结构外形新颖,整体宏伟壮观,而且场内没有设一根柱子,视野开阔,使人心旷神怡。
网架结构的安装方法,应根据网架受力的构造外形,在满足质量、..、进度和经济效果的条件下,结合当地的施工技术条件综合确定,网架结构的具体安装方法有:高空散装法、分条或分块安装法、高空滑移法、整体吊装法、整体提升法、整体顶升法;无论采取哪种安装方法,在正式施工前均应进行试拼及试安装,确定无误后,同时又符合设计要求再进行正式施工。为您介绍一下网架结构的安装方法及适用范围:
高空散装法
指将小单元或散件(单根杆件及单个节点)直接在设计位置进行总拼的方法,适用于螺栓连接节点的各种类型网架,尤其是适合起重困难的情况,它的施工重点是确定合理的拼装顺序,控制好标高和轴线的位置。
分条或分块安装法
指将网架分成条状或块状单元分别由起重设备吊装到高空设计位置就位搁置,然后再成整体的安装方法。适用于分割后刚度和受力状况改变较小的网架,如两向正交正放四角锥、正向抽空四角锥等网架。此种安装方法,有利于提高工程质量,并可节省大部分拼装支架。
高空滑移法
指将分条的网架单元在事先设置的滑轨上单条(或逐条)滑移到设计位置拼接成整体的安装方法。适用于正放四角锥、正放抽空四角锥、两向正交正放四角锥等网架。滑移时滑移单元应..成为几何不变体系。
整体吊装法
指网架在地面上总拼后,用起重设备将其吊装就位的施工方法。整体网架的焊接工作在地面上进行,更好的..施工质量,此法适用于各种类型的网架,吊装时可在高空平移或旋转就位。
整体吊装法
指网架在地面上总拼后,用起重设备将其吊装就位的施工方法。整体网架的焊接工作在地面上进行,更好的..施工质量,此法适用于各种类型的网架,吊装时可在高空平移或旋转就位。
整体顶升法
指在设计位置的地面将网架拼装成整体,然后用千斤顶将网架顶升到设计高度的提升方法。适用于支点较少的多点支承网架。
钢网架结构安装施工方案
1.1 本工艺标准适用于钢网架结构高空散装法,高空滑移法或地面拼装总体吊装(提升)等安装工艺。
2.1 材料
2.1.1 钢网架安装的钢材与连接材料,高强度螺栓、焊条、焊丝、焊剂等,应符合设计的要求,并应有出厂合格证。
2.1.2 钢网架安装用的空心焊接球、加肋焊接球、螺栓球。半成品小拼单元、杆件,以及橡胶支座等半成品,应符合设计要求及相应的..标准的规定。
2.2 主要机具:
电焊机、氧-乙炔切割设备、砂轮锯、杆件切割车床、杆件切割动力头、钢卷尺、钢板尺、卡尺、水准仪、经纬仪、超声波探伤仪,磁粉探伤仪、提升设备、起重设备、铁锤、钢丝刷、液压千斤顶、倒链等工具。
2.3 作业条件:
2.3.1 安装前应对网架支座轴线与标高进行验线检查。网架轴线、标高位置必须符合设计要求和有关标准的规定。
2.3.2 安装前应对柱顶混凝土强度进行检查,柱顶混凝土强度必须符合设计要求和..现行有关标准的规定以后,才能安装。
2.3.3 采用高空滑移法时,应对滑移轨道滑轮进行检查,滑移水平坡度应符合施工设计的要求。
2.3.4 采用条、块安装,工作台滑移法时,应对地面工作台、滑移设备进行检查,并进行试滑行试验。
2.3.5 采用整体吊装或局部吊装迭时,应对提升设备进行检查,对提升速度、提升吊点、高空合拢与调整等工作作好试验,必须符合施工组织设计的要求。
2.3.6 采用高空散装法时,应搭设满堂红脚手架,并放线布置好各支点位置与标高。采用螺栓球高空散装法时,应设计布置好临时支点,临时支点的位置、数量应经过验算确定。
钢网架结构安装施工方案
1.1 本工艺标准适用于钢网架结构高空散装法,高空滑移法或地面拼装总体吊装(提升)等安装工艺。
2.1 材料
2.1.1 钢网架安装的钢材与连接材料,高强度螺栓、焊条、焊丝、焊剂等,应符合设计的要求,并应有出厂合格证。
2.1.2 钢网架安装用的空心焊接球、加肋焊接球、螺栓球。半成品小拼单元、杆件,以及橡胶支座等半成品,应符合设计要求及相应的..标准的规定。
2.2 主要机具:
电焊机、氧-乙炔切割设备、砂轮锯、杆件切割车床、杆件切割动力头、钢卷尺、钢板尺、卡尺、水准仪、经纬仪、超声波探伤仪,磁粉探伤仪、提升设备、起重设备、铁锤、钢丝刷、液压千斤顶、倒链等工具。
2.3 作业条件:
2.3.1 安装前应对网架支座轴线与标高进行验线检查。网架轴线、标高位置必须符合设计要求和有关标准的规定。
2.3.2 安装前应对柱顶混凝土强度进行检查,柱顶混凝土强度必须符合设计要求和..现行有关标准的规定以后,才能安装。
2.3.3 采用高空滑移法时,应对滑移轨道滑轮进行检查,滑移水平坡度应符合施工设计的要求。
2.3.4 采用条、块安装,工作台滑移法时,应对地面工作台、滑移设备进行检查,并进行试滑行试验。
2.3.5 采用整体吊装或局部吊装迭时,应对提升设备进行检查,对提升速度、提升吊点、高空合拢与调整等工作作好试验,必须符合施工组织设计的要求。
2.3.6 采用高空散装法时,应搭设满堂红脚手架,并放线布置好各支点位置与标高。采用螺栓球高空散装法时,应设计布置好临时支点,临时支点的位置、数量应经过验算确定。
3.1.6.3 网架在安装过程中应随时检查各临时支点的下沉情况,如有下降情况,应及时加固,防止出现下坠现象。
3.1.6.4 网架检查、调整后,应对网架高强度螺栓进行重新紧固。
3.1.6.5 网架高强螺栓紧固后,应将套筒上的定位小螺栓拧紧锁定。
3.1.7 安装屋面帽头:
3.1.7.1 将上弦球上的帽头焊件拧入。
3.1.7.2 在帽头杆件上找出坡度,以便安装屋面板材。
3.1.7.3 对螺栓球上的未用孔以及螺栓与套筒、杆件之间的间隙应进行封堵,防止雨水渗漏。
3.1.8 支座焊接与验收;
3.1.8.1 检查网架整体尺寸合格后,检查支座位置是否在轴线上,以及偏移尺寸。网架安装时尺寸的累积误差应该两边分散,防止一侧支座就位正确,另一侧支座偏差过大。
3.1.8.2 检查网架标高、矢高,网架标高以四周支点为准,各支点尺寸误差应在标准规范以内。
3.1.8.3 检查网架的挠度。
3.1.8.4 各部尺寸合格后,进行支座焊接。
3.1.8.5 支座焊接应有操作说明。网架支座有弹簧型、滑移型、橡胶垫型。
支座焊接应保护支座的使用性能。有的应保护防止焊接飞溅的侵入;橡胶垫型在焊接时,应防止焊接火焰烤伤胶垫、故焊接时应用水随时冷却支座,防止烤伤胶垫。
3.2 焊接球地面安装高空合拢法:
3.2.1 工艺流程:
放线、验线 → 安装平面网格 → 安装立体网格 → 安装上弦网格 → 网架整体提升→ 网架高空合拢 → 网架验收
3.2.2 放线、验线:
3.2.2.1 顶放线与验线:标出轴线与标高,检查柱项位移;网架安装单位对提供的网架支承点位置、尺寸、标高经复验无误后,才能正式安装。
3.2.2.2 网架地面安装环境应找平放样,网架球各支点应放线,标明位置与
球号。
3.2.2.3 网架球各支点砌砖墩。墩材可以是钢管支承点,也可以是砖墩上加一小截圆管作为网架下弦球支座。
3.2.2.4 对各支点标出标高,如网架有起拱要求时,应在各支承点上反映出来,用不同高度的支承钢管来完成对网架的起拱要求。
3.2.3 钢网架平面安装:
3.2.3.1 放球:将已验收的焊接球,按规格、编号放入安装节点内,同时应将球调整好受力方向与位置。一般将球水平中心线的环形焊缝置于赤道方向。有肋的一边在下弦球的上半部分。
3.2.3.2 放置杆件:将备好的杆件,按规定的规格布置钢管件件。放置杆件,应检查杆件的规格、尺寸,以及坡口、焊缝间隙、将杆件放置在二个球之间,调整间隙,点固。
3.2.3.3 平面网架的拼装应从中心线开始,逐步向四周展外,先组成封闭四方网格,控制好尺寸后,再拼四周网格,不断扩大。注意应控制累积误差,一般网格以负公差为宜。
3.2.3.4 平面网架焊接,焊接前应编制好焊接工艺和网架焊接顺序,防止平面网架变形。
3.2.3.5 平面网架焊接应按焊接工艺规定,从钢管下测中心线左边20~30mm处引弧,向右焊接,逐步完成仰焊、主焊、爬坡焊、平焊等焊接位置。
3.2.3.6 球管焊接应采用斜锯齿形运条手法进行焊接,防止咬肉。
3.2.3.7 焊接运条到圆管上测中心线后,继续向前焊20~30mm处收弧。
3.2.3.8 焊接完成半圆后,重新从钢管下侧中心线右边20~30mm处反向起弧,向左焊接,与上述工艺相同,到顶部中心线后继续向前焊接,填满弧坑,焊缝搭接平稳,以..焊缝质量。
3.2.4 网架主体组装:
3.2.4.1 检查验收平面网架尺寸、轴线偏移情况,检查无误后,继续组装主体网架。
3.2.4.2 将一球四杆的小拼单元(一球为上弦球,四杆为网架斜腹杆)吊入平面网架上方。
3.2.4.3 小拼单元就位后,应检查网格尺寸,矢高,以及小拼单元的斜杆角度,对位置不正、角度不正的应先矫正,矫正合格后才准以安装。
3.2.4.4 安装时发现小拼单元杆件长度、角度不一致时,应将过长杆件用切割机割去,然后重开坡口,重新就位检查。
3.2.4.5 如果需用衬管的网络,应在球上点焊好焊接衬管。但小拼单元暂勿与平面网架点焊,还需与上弦杆配合后才能定位焊接。
3.2.5 钢网架上弦组装与焊接:
3.2.5.1 放入上弦平面网络的纵向杆件,检查上弦球纵向位置、尺寸是否正确。
3.2.5.2 放入上弦平面网架的横向杆件,检查上弦球横向位置、尺寸是否正确。
3.2.5.3 通过对立体小拼单元斜腹杆的适量调整,使上弦的纵向与横向杆件与焊接球正确就位。对斜腹杆的调整方法是,既以切割过长杆件,也可以用倒链拉开斜杆的角度,使杆件正确就位。..上弦网格的正确尺寸。
3.2.5.4 调整各部间隙,各部间隙基本合格后,再点焊上弦杆件。
3.2.5.5 上弦杆件点固后,再点焊下弦球与斜杆的焊缝,使之连系牢固。
3.2.5.6 逐步检查网格尺寸,逐步向前推进。网架腹杆与网架上弦杆的安装应相互配合着进行。
3.2.5.7 网架地面安装结束后,应按安装网架的条或块的整体尺寸进行验收。
3.2.5.8 待吊装的网架必须待焊接工序完毕,焊缝外观质量,焊缝超声波探伤报告合格后,才能起吊(提升)。
3.2.6 网架整体吊装(提升):
3.2.6.1 钢网架整体吊装前的验收,焊缝的验收,高空支座的验收。各项验收符合设计要求后,才能吊装。
3.2.6.2 钢网架整体吊装前应选择好吊点,吊绳应系在下弦口点上,不准吊在上弦球节点上。如果网架吊装过程中刚度不够,还应采用办法对被吊网架进行加固。一般加固措施是加几道脚手架钢管临时加固,但应考虑这样会增加吊装重量,增加荷载。
3.2.6.3 制订吊装(提升)方案,调试吊装(提升)设备。对吊装设备如把杆、缆风卷扬机的检查,对液压油路的检查,..吊装(提升)能平稳、连续、各吊点同步。
3.2.6.4 试吊(提升):正式吊装前应对网架进行试提。试提过程是将卷扬机起动,调整各吊点同时逐步离地。试提一般在离地200~300mm之间。各支点全部撤除后暂时不动,观察网架各部分受力情况。如有变形可以及时加固,同时还应仔细检查网把吊装..方向是否有碰或挂的杂物或临时脚手架,如有应及时排除。同时还应观察吊装设备的承载能力,应尽量保持各吊点同步,防止倾斜。
3.2.6.5 连续起吊:当检查妥当后,应该连续起吊,在保持网架平正不倾斜的前提下,应该连续不断地逐步起吊(提升)。争取当天完成到位,防止大风天气。
3.2.6.6 逐步就位:网架起吊即将到位时,应逐步降低起吊(提升)速度,防止吊装过位。
3.2.7 高空合拢:
3.2.7.1 网架高空就位后,应调整网架与支座的距离,为此应在网架上方安装几组倒链供横向调整使用。
3.2.7.2 检查网架整体标高,防止高低不匀,如实在难以排除,可由一边标高先行就位,调整横向倒链,使较高合格一端先行就位。
3.2.7.3 标高与水平距离先合格一端,插入钢管连接,连接杆件可以随时修正尺寸,重开坡口,但是修正杆件长度不能太大,应尽量保持原有尺寸。调整办法是一边拉紧倒链,另一边放松倒链,使之距离逐步合适。
3.2.7.4 已调整的一侧杆件应逐步全部点固后,放松另一侧倒链,继续微调另一侧网架的标高。可以少量的起吊或者下降,控制标高。注意此时的调整起吊或下降应该是少量的,逐步地进行,不能连续。边调整,还应观察已就位点固一侧网架的情况,防止开焊。
3.2.7.5 网架另一侧标高调整后,用倒链拉紧距离,初步检查就位情况,基本正确后,插入塞杆,点固。
3.2.7.6 网架四周杆件的插入点固。注意此时点焊塞杆,应有一定斜度,使网架中心略高于支座处。因此时网架受中心起吊的影响,一旦卸荷后会略有下降,为防变形,故应提前提高3~5mm的余量。
3.2.7.7 网架四周杆件合拢点固后,检查网架各部尺寸,并按顺序、按焊接工艺规定进行焊接。
3.2.8 网架验收:
3.2.8.1 网架验收分二步进行,..步是网架仍在吊装状态的验收;第二步是网架独立荷载,吊装卸荷后的验收。
3.2.8.2 检查网架焊缝外观质量,应达到设计要求与规范标准的规定。
3.2.8.3 四边塞杆,(即合拢时的焊接管),在焊接24h后的超声波探伤报告,以及返修记录。
3.2.8.4 检查网架支座的焊缝质量。
3.2.8.5 钢网架吊装设备卸荷。观察网架的变形情况。网架吊装部分的卸荷应该缓慢、同步进行,防止网架局部变形。
3.2.8.6 将合拢用的各种倒链分头拆除,恢复钢网架自然状态。
3.2.8.7 检查网架各支座受力情况;检查网架的拱度或起拱度。
3.2.8.8 检查网架的整体尺寸。

4.1 ..项目应符合下列规定:
4.1.1 高空散装法安装网架结构时,节点配件和杆件,应符合设计要求和..现行有关标准的规定。配件和杆件的变形必须矫正。
检验方法:观察检查和检查质量证明书、出厂合格证或试验报告。
4.1.2 基准轴线位置、柱顶面标高和混凝土强度,必须符合设计要求和..现行有关标准的规定。
检验方法:检查复测记录和试验报告。
4.2 基本项目应符合下列规定:
4.2.1 网架结构节点及杆件外观质量:
合格:表面干净,无明显焊疤、泥砂、污垢。
优良:表面干净,无焊疤、泥沙、污垢。
检查数量:按节点数量抽查5%,但不应少于5个节点。
检验方法:观察检查。
4.2.2 网架结构在自重及屋面工程完成后的挠度值:
合格:测点的挠度平均值为设计值的1.12~1.15倍。
优良:测点的挠度平均值为设计值的1.12倍。
检查数量:小跨度网架结构测量下弦..一点;大中跨度网架结构测量下弦..一点及下弦跨度四等分点处。
检验方法:用钢尺和水准仪检查。
4.3 允许偏差项目应符合下列规定:
4.3.1 高空散装法安装网架结构的允许偏差项目和检验方法应符合表5-23的规定。
网架结构地面总拼装的允许偏差项目和检验方法表5-23
顶目允许偏差 (mm) 检查方法
±L/2000 ±30.0
L/3000 30.0
周边支承网架相邻支座高差 L/400 15.0
支座.大高差 30.0 用钢尺、水准仪检查
多点支承网架相邻支座高差 L1/800 30.0
l2/1000 5.0
注: 1. L为纵横向长度。
2. l1为相邻支座间距。
3. l2为杆件长度。
4.3.2 方法安装网架结构的允许偏差项目和检验方法应符合表5-24的规定。
检查数量:全数检查。
除高空散装法外,其它方法安装网架结构的允许偏差项目和试验方法表5-24
顶目允许偏差 (mm) 检验方法
L/3000 30.0
L1/400 15.0
支座高度 L1/800 30.0 用钢尺和水准仪检查
支座.大高差 30.0
注: 1. L为网架跨度。
2. L1为相邻支座间距。
5.1 网架安装后,在拆卸架子时应注意同步,逐步的拆卸,防止应力集中,使网架产生局部变形,或使局部网格变形。
5.2 钢网架安装结束后,应及时涂刷防锈漆。螺栓球网架安装后,应检查螺栓球上的孔洞是否封闭,应用腻子将孔洞和筒套的间隙填平后刷漆,防止水分渗入,使球、杆的丝扣锈蚀。
5.3 钢网架安装完毕后,应对成品网架保护,勿在网架上方集中堆放物件。
如有屋面板、檩条需要安装时,也应在不超载情况下分散码放。
5.4 钢网架安装后,如需用吊车吊装檩条或屋面板时,应该轻拿轻放,严禁撞击网架使网架变形。
6.1 钢网架在安装时,对临时支点的设置应认真对待。应在安装前,安排好支点和支点标高,临时支点既要使网架受力均匀,杆件受力一致,还应注意临时支点的基础(脚手架)的稳定性,一定要注意防止支点下沉。
6.2 临时支点的支承物.好能采用千斤顶,这样可以在安装过程中逐步调整。
注意临时支点的调整不应该是某个点的调整,还要考虑到四周网架受力的均匀,有时这种局部调整会使个别杆件变形、弯曲。
6.3 临时支点拆卸时应注意见组支点应同步下降,在下降过程中,下降的幅度不要过大,应该是逐步逐步分区分阶段按比例的下降,或者用每步不大于100mm的等步下降法拆除支撑点。
6.4 焊接球网架安装焊接时,应考虑到焊接收缩的变形问题,尤其是整体吊装网架和条块网架,在地面安装后,焊接前要掌握好焊接变形量和收缩值。因为钢网架焊接时,焊接点(受热面)均在平面网架的上侧,因此极易使结构由于单向受热而变形。一般变形规律为网架焊接后,四周边支座会逐步自由翘起,如果变形量
大时,会将原有计划的起拱度抵消。如原来不考虑起拱时,会使焊接产生很大的下挠值,影响验收的质量要求。因此在施工焊接球网架时应考虑到单向受热的变形因素。
6.5 网架安装后应注意支座的受力情况,有的支座允许焊死,有的支座应该是自由端,有的支座需要限位等等,所以网架支座的施工应严格按照设计要求进行。
支座垫板、限位板等应按规定顺序、方法安装。本工艺标准应具备以下质量记录:
7.1 螺栓球、焊接球,高强度螺栓的材质证明、出厂合格证、各种规格的承载抗拉试验报告。
7.2 钢材的材质证明和复试报告。
7.3 焊接材料与涂装材料的材质证明、出厂合格证。
7.4 套筒、锥头、封板的材质报告与出厂合格证,如采用钢材时,应有材料可焊性试验报告。
7.5 钢管与封板、锥头组成的杆件应有承载试验报告。
7.6 钢网架用活动(或滑动)支座,应有出厂合格证明与试验报告。
7.7 焊工合格证,应具有相应的焊接工位、相应的焊接材料等项目。
7.8 安装后网架的总体尺寸、起拱度等验收资料。
7.9 焊缝外观检查与验收记录。
7.10 焊缝超声波探伤报告与记录。
7.11 涂层(含防腐与防火)的施工验收记录。
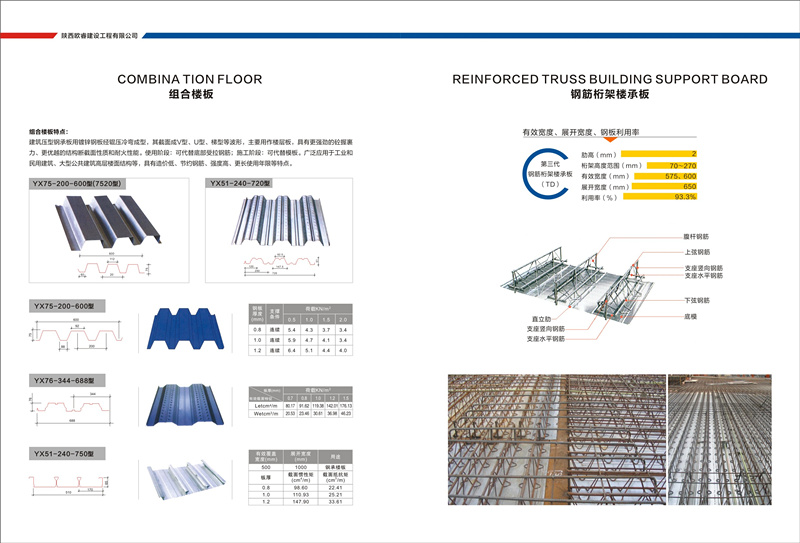
陕西欧睿建设工程有限公司成立于2009年,公司地处西安市梨园路西段36号,公司主要承接钢结构、网架、管桁架、幕墙雨棚、膜结构、厂房大门、铁艺围栏百叶窗、组合楼承板 金属彩钢屋面、轻钢别墅工程、彩钢金属屋、墙面工程、天沟水槽、伸缩缝、金属铁艺围栏等相关的金属结构工程。
公司经过多年发展,始终秉承质量至上、技术先行方针。拥有一大批从事金属结构产品的设计、制作到安装一体化服务的,技术过硬、经验丰富的高技术专业队伍。公司管理规范,纪律严明,作风严谨,重合同,守信用,同时拥有多支能适应各种环境的文明施工队伍。
继往开来,砥砺前行。我公司将继续以优良的管理,上乘的工作质量和产品质量,良好的企业信誉向更高、更强、更精的目标迈进。服务并结社各界朋友,精诚协作、携手共创未来。
专业、诚信、责任、感恩
核心价值理念 企业目标 服务宗旨
以诚立信 以质量求发展 质量为先 服务至上 信誉至上
